Liofilizzazione
Descrizione generale del processo di liofilizzazione
La liofilizzazione è il processo più delicato di essiccazione di vari tipi di materiali deperibili. Il principio della liofilizzazione si basa sul passaggio diretto di una sostanza dallo stato solido a quello gassoso, indicato come sublimazione. Il prodotto viene inizialmente congelato e in seguito essiccato mediante sublimazione in un ambiente a pressione ridotta, senza lasciare che si scongeli.
Vantaggi del processo di liofilizzazione
Si aumenta notevolmente la stabilità del prodotto riducendone il contenuto di acqua a causa del legame diretto tra la presenza di acqua e l’attività biologica e chimica, principali responsabili della degradazione del prodotto. Rispetto ad altri metodi di disidratazione, la liofilizzazione danneggia in misura minore il prodotto ed evita il restringimento o l’agglomerazione del materiale. Alla luce di tale constatazione, il metodo di liofilizzazione è ideale per i seguenti utilizzi:
- preservazione del materiale delicato da deterioramento o decomposizione
- preservazione delle caratteristiche del prodotto e della forma iniziale
- preservazione dei prodotti che richiedono rapida reidratazione o condizionamento dei prodotti per un ulteriore utilizzo
Il processo di congelamento iniziale crea cristalli di ghiaccio all’interno del prodotto e sulla sua superficie. Mediante la trasformazione in ghiaccio, le singole molecole d’acqua si bloccano in una griglia ben definita. Quando le molecole d’acqua vengono sublimate dal prodotto, lasciano al suo interno piccoli pori e spazi vuoti, mantenendone in tal modo la forma e la struttura. Di conseguenza, la reidratazione del prodotto è rapida e semplice, fattore fondamentale nell’ambito delle applicazioni farmaceutiche. I prodotti liofilizzati possono durare molti anni a temperatura ambiente se sigillati e protetti correttamente dall’umidità e dall’ossigeno.
Ad esempio, vaccini, frutta e verdura secca, funghi secchi o caffè solubile sono comuni prodotti liofilizzati facilmente reperibili.
Principio di funzionamento del processo di liofilizzazione: fondamenti di termodinamica
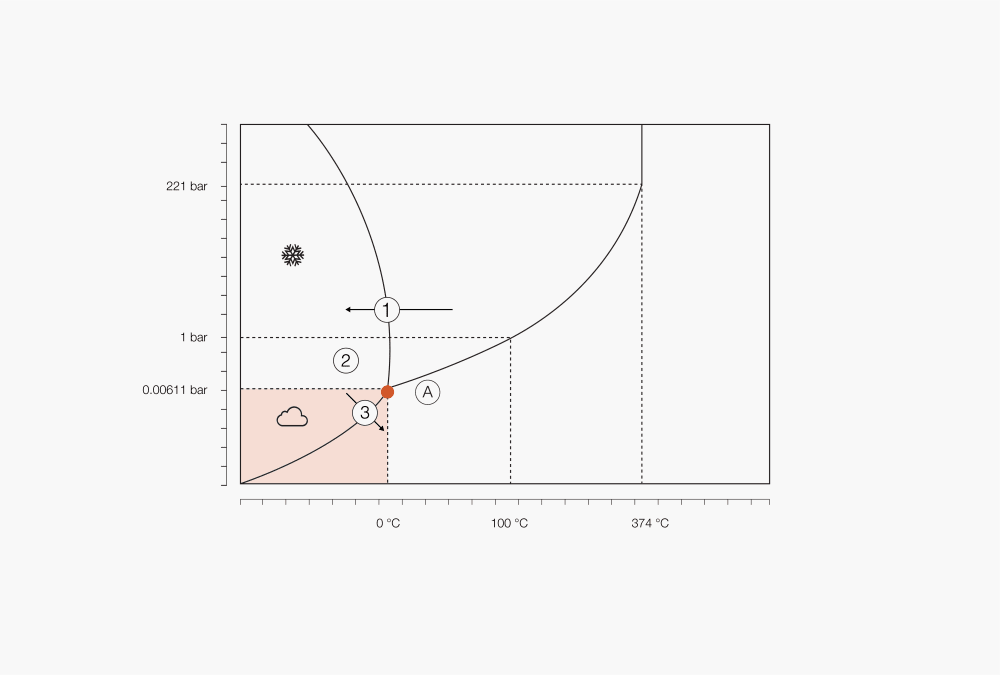
Figura 1. Diagramma di fase dell’acqua
① Scegliere la temperatura di congelamento in base ai solventi e al soluto
② Inizio della sublimazione riducendo la pressione
③ La liofilizzazione ha inizio al di sotto del punto triplo
Ⓐ Punto triplo
A seconda della pressione e della temperatura, una sostanza può presentarsi in tre fasi: solida, liquida e gassosa. La relazione tra la pressione e la temperatura per una sostanza definita viene mostrata nei cosiddetti diagrammi di fase. Quando una sostanza solida viene riscaldata a pressione costante al di sopra del punto triplo, raggiunge il punto di fusione e si liquefà. Un ulteriore riscaldamento porterà a un aumento della temperatura fino al raggiungimento del punto di ebollizione. A questo punto, il liquido inizierà a bollire, trasformandosi in gas.
Quando un processo simile viene eseguito in presenza di temperatura e pressione inferiori al punto triplo (per l’acqua corrisponde a 6,11 mbar), il materiale non si fonde, bensì si sublima. L’energia termica fornita al campione a bassa pressione trasferisce una quantità di energia sufficiente per lo scongelamento, tuttavia la pressione è troppo bassa per la formazione di liquido e di conseguenza il solvente si sublima in gas.
Poiché la fase di una sostanza viene determinata sia dal calore che dalla pressione, la temperatura a cui avviene l’ebollizione o la vaporizzazione viene definita dalla pressione. Di conseguenza, riducendo la pressione mediante applicazione di un vuoto ne potrebbe risultare una riduzione del punto di ebollizione del solvente e, di conseguenza, una vaporizzazione a temperature inferiori. I sistemi a bassa pressione sono comunemente impiegati per campioni termosensibili, al fine di ridurre il punto di ebollizione e raggiungere la vaporizzazione a una temperatura inferiore e più sicura. Un approccio simile può essere adottato anche per i processi di sublimazione.
Effetti della pressione e della temperatura sul metodo di liofilizzazione

Figura 2. Fasi di liofilizzazione
■ Pressione
■ Prodotto
■ Ripiano
■ Condensatore
Ⓐ Riduzione della temperatura del prodotto e del ripiano per un processo ottimale
Ⓑ La riduzione della pressione e l’aumento della temperatura del ripiano agevolano la sublimazione e il desorbimento nell’essiccazione secondaria
Ⓒ La temperatura del condensatore di ghiaccio ne determina la capacità effettiva di raccogliere i vapori
I parametri fondamentali della strumentazione per liofilizzazione sono la pressione e la temperatura. Un tipico processo di liofilizzazione prevede due fasi: congelamento ed essiccazione primaria. Per alcuni campioni potrebbe essere necessaria un’essiccazione secondaria per la rimozione delle molecole di solvente strettamente attaccate al campione e un’ulteriore riduzione dell’umidità. Ogni fase del processo è caratterizzata da specifici requisiti in termini di pressione e temperatura a seconda delle caratteristiche del campione.
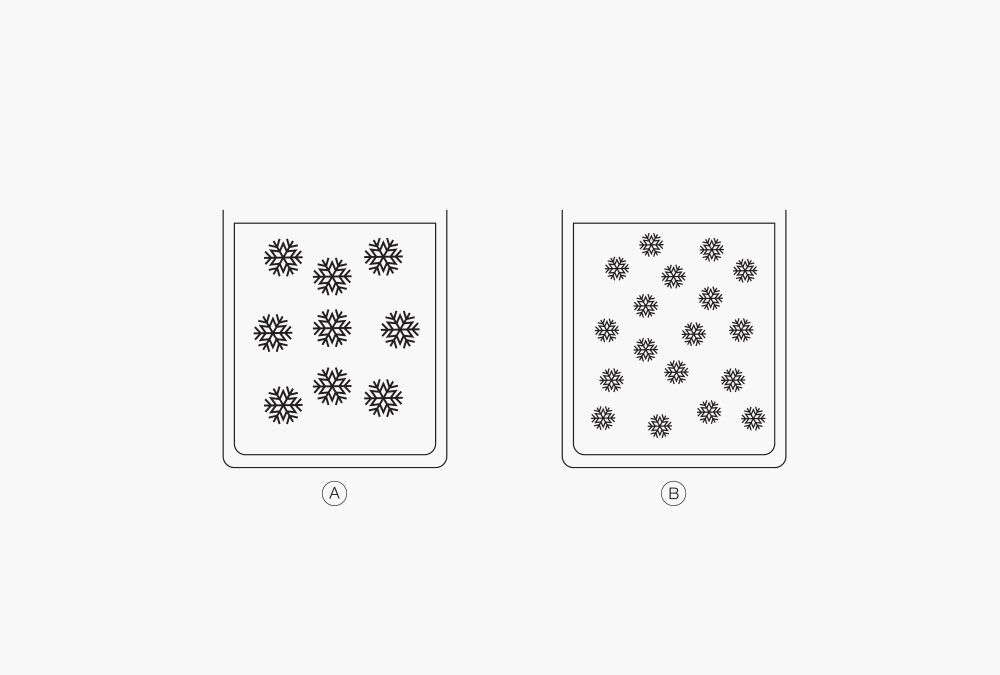
Figura 3. Diverse dimensioni dei cristalli di ghiaccio a seconda della velocità di congelamento.
Ⓐ Congelamento lento
Ⓑ Congelamento rapido
La gran parte dei prodotti o delle formulazioni allo stato liquido si congelano formando cristalli di ghiaccio. Le dimensioni e la forma dei cristalli di ghiaccio dipendono dalla velocità di raffreddamento e definiscono la capacità di liofilizzazione. Infatti, un raffreddamento rapido (azoto liquido) si traduce in cristalli di ghiaccio di piccole dimensioni, mentre un raffreddamento più lento (congelatore) si traduce in cristalli di ghiaccio di dimensioni maggiori. In termini di liofilizzazione, i cristalli di ghiaccio di piccole dimensioni sono più difficili da rimuovere dal prodotto rispetto a quelli di dimensioni maggiori. Tuttavia, la temperatura di congelamento di una formulazione è definita dalle sue caratteristiche e dalla sua composizione.
Miscele eutettiche e amorfe nel processo di liofilizzazione
Le formulazioni possono normalmente congelare in due modi diversi per miscele eutettiche e amorfe.
Miscele eutettiche
Le miscele eutettiche contengono sostanze che si congelano a temperature inferiori rispetto all’acqua circostante. Durante il raffreddamento di una miscela eutettica, l’acqua è il primo elemento che si separa dalle sostanze e si congela trasformandosi in ghiaccio. Sebbene la formulazione potrebbe risultare a questo punto congelata, le restanti sostanze sono ancora liquide e formano aree concentrate che alla fine si congelano a temperature inferiori rispetto al punto di congelamento dell’acqua.
Con temperatura eutettica si indica la temperatura in presenza della quale tutti i componenti della miscela sono congelati correttamente. È la temperatura critica della formulazione nonché quella massima che è in grado di sopportare durante il processo di liofilizzazione. L’applicazione del vuoto a una miscela eutettica non completamente congelata può determinare la distruzione del prodotto in ragione dell’espansione dei componenti non congelati quando posti sottovuoto.
Miscele amorfe
L’altra classe di miscele è amorfa e forma stati vetrosi durante il congelamento. Riducendo la temperatura, la formulazione diventa sempre più viscosa e alla fine si congela trasformandosi in un solido vetroso in corrispondenza del punto di transizione vetrosa. Per i prodotti amorfi, con temperatura di collasso si intende il punto critico in termini di stabilità. In genere, la temperatura di collasso è leggermente inferiore rispetto al punto di transizione vetrosa. I prodotti amorfi sono generalmente molto difficili da liofilizzare con le apposite apparecchiature.
Essiccazione primaria durante il metodo di liofilizzazione
La prima fase di essiccazione, anche denominata essiccazione primaria, rimuove la maggior parte dell’acqua presente all’interno del prodotto per sublimazione. La temperatura del prodotto viene definita dalla pressione presente nella camera di essiccazione ed è necessario controllare attentamente l’apporto termico. La temperatura del prodotto ideale corrisponde a quella massima possibile per ottimizzare la differenza di pressione del vapore tra il campione e il condensatore, anche se allo stesso tempo deve rimanere inferiore rispetto alla temperatura critica del prodotto per preservare la caratteristica di congelamento. Al di sopra di tale temperatura, la struttura del prodotto collassa provocando restringimenti o crepe.
Idealmente, il processo di liofilizzazione viene eseguito a temperature appena inferiori rispetto alla temperatura critica. La fase principale del processo di liofilizzazione avviene nel modo seguente:
- La pressione della camera di essiccazione viene ridotta per attivare il processo di essiccazione
- A questo punto, le letture prevalenti di pressione e temperatura sono entrambe inferiori rispetto al punto triplo
- Ricorrendo a ripiani riscaldati, ci si avvicina lentamente alla temperatura impostata, a una velocità di riscaldamento definita
- La sublimazione crea vapore acqueo all’interno della camera di essiccazione
- Se non rimosso dal sistema, il vapore acqueo si equilibra e le altre particelle di ghiaccio non si sublimano
- Le particelle di vapore vengono rimosse per mezzo del condensatore di ghiaccio, un dispositivo di raffreddamento che funziona in presenza di temperature molto inferiori rispetto alla temperatura del prodotto critica
La velocità di sublimazione è sostanzialmente definita dalla differenza delle pressioni del vapore, ovvero la pressione del vapore sul prodotto da un lato e la pressione del vapore sul condensatore di ghiaccio dall’altro. In generale, maggiore è la differenza, più rapida è la sublimazione, inoltre, più la temperatura del prodotto è vicina al punto triplo, maggiore è la differenza di pressione.
La quasi totalità dell’acqua deve essere rimossa entro la fine della fase di essiccazione primaria impiegando l’apparecchiatura per liofilizzazione. A questo punto, il tenore di umidità residua del prodotto potrebbe essere compreso fra il 5 e il 10%, in ragione del legame idrico alla matrice. In questa fase, non dovrebbe essere più presente il ghiaccio.
Essiccazione secondaria durante il processo di liofilizzazione
La fase di essiccazione secondaria rimuove le molecole d’acqua adsorbite mediante desorbimento. Per ottenere le condizioni ideali per il desorbimento, è necessaria la minima pressione possibile nonché un ulteriore aumento della temperatura del ripiano. Anche in questo caso è necessario prendere in considerazione la stabilità del prodotto nella scelta della temperatura del ripiano. Di solito, l’essiccazione secondaria viene eseguita per periodi di tempo più brevi. Al termine dell’essiccazione secondaria, il tenore di umidità del prodotto dovrebbe essere compreso tra l’1 e il 5%.
Il processo di liofilizzazione nel settore farmaceutico
Il processo di liofilizzazione è generalmente la scelta preferita per la conservazione di una pluralità di prodotti farmaceutici, principalmente nei casi in cui la stabilità allo stato liquido non è adeguata, i requisiti di conservazione sono troppo rigorosi o il prodotto è richiesto in forma solida. È adatta per formulazioni che non richiedono ulteriore lavorazione dopo l’essiccazione poiché possono essere riempite direttamente in fiale, che possono essere sigillate durante la fase di essiccazione dopo il ciclo, per evitare potenziali contaminazioni.
| Vantaggi della liofilizzazione | Limiti della liofilizzazione |
|---|---|
Basse temperature di processo | Richiede un elevato investimento iniziale per l’acquisto delle apparecchiature per liofilizzazione |
Elevata produttività | Tempi di lavorazione prolungati |
Elevata uniformità dei prodotti | Possibilità limitate di applicazioni di potenziamento |
Alta qualità in termini di attività, contenuto di acqua e stabilità |
|
L’accurato controllo del processo consente di ottenere prodotti di altissima qualità riducendo al minimo i rischi per le proprietà intrinseche degli stessi, quali il superamento delle temperature di collasso, di fusione eutettica o di transizione vetrosa.