Liofilización
Descripción general del proceso de liofilización
La liofilización es el proceso más suave para secar diferentes tipos de materiales perecederos. El principio de la liofilización se basa en la transición directa de una sustancia del estado sólido al gaseoso, que se conoce como sublimación. Inicialmente, el producto se congela y luego se seca por sublimación en un entorno de presión reducida, sin dejar que se descongele.
Ventajas del proceso de liofilización
La estabilidad del producto se incrementa en gran medida al reducir su contenido de agua, debido a la relación directa entre la presencia de agua y la actividad biológica y química, que son las principales responsables de la degradación del producto. En comparación con otros métodos de deshidratación, la liofilización provoca menos daños en el producto y evita el encogimiento o la aglomeración del material.Debido a esto, el método de liofilización es ideal para:
- Conservar material delicado frente a la degradación o la descomposición
- Conservar las características y la forma inicial de un producto
- Conservar productos que requieren una rehidratación rápida o el acondicionamiento de productos para su uso posterior
El proceso de congelación inicial crea cristales de hielo en el interior del producto y en su superficie. Al convertirse en hielo, las moléculas individuales de agua se encierran en una red bien definida. A medida que las moléculas de agua se subliman del producto, dejan pequeños poros y huecos en su interior, lo que mantiene su forma y estructura. Por lo tanto, la rehidratación del producto es rápida y sencilla, una característica especialmente importante en las aplicaciones farmacéuticas. Los productos liofilizados pueden durar muchos años a temperatura ambiente si están bien sellados y protegidos contra la humedad y el oxígeno.
Las vacunas, las frutas y verduras deshidratadas, las setas deshidratadas o el café soluble son productos liofilizados disponibles en nuestro día a día.
Principio del proceso de liofilización: Principios básicos de termodinámica
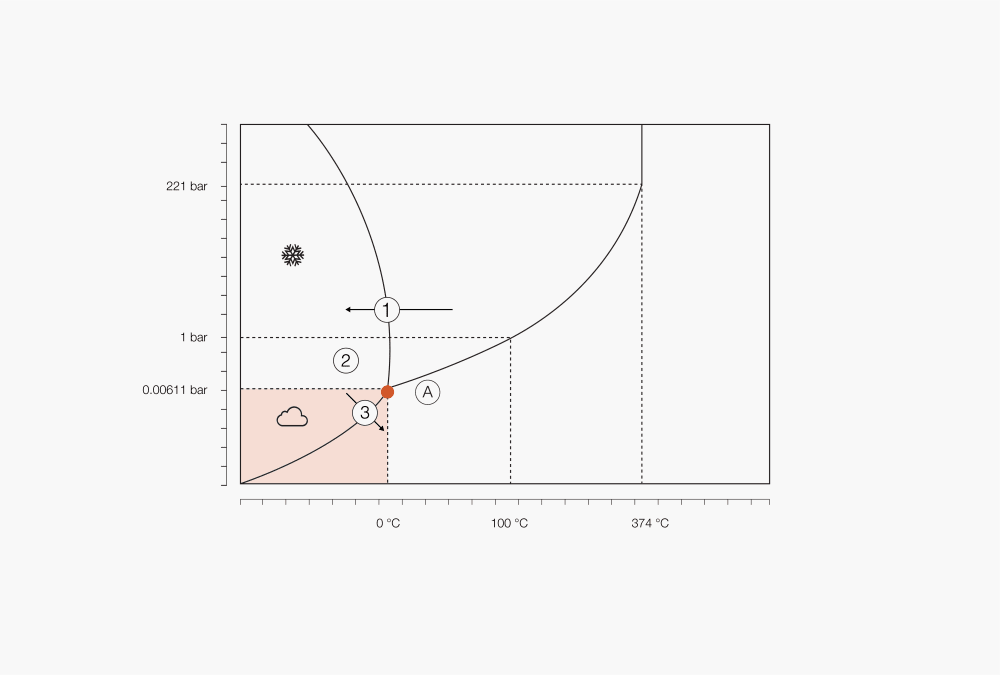
Figura 1: Diagrama de fases del agua
Ⓐ Selección de la temperatura de congelación dependiendo de los disolventes y solutos
Ⓑ Inicio de la sublimación bajando la presión
Ⓒ Se inicia la liofilización por debajo del punto triple
Ⓐ Punto triple
Dependiendo de la presión y la temperatura, cualquier sustancia puede estar presente en tres fases: sólida, líquida y gaseosa. La relación entre presión y temperatura para una sustancia definida se indica en los llamados diagramas de fase. Si un sólido se calienta a una presión constante por encima del punto triple, alcanzará el punto de fusión y se licuará. Un mayor calentamiento provocará un aumento de la temperatura hasta que se alcance el punto de ebullición; después, el líquido comenzará a hervir y se convertirá en gas.
Si se realiza un proceso similar con temperatura y presión inferiores al punto triple (en el caso del agua, 6,11 milibares), el material no se fundirá sino que se sublimará. La energía térmica suministrada a la muestra a baja presión transfiere suficiente energía para la descongelación; sin embargo, la presión es demasiado baja para que se forme líquido y, por tanto, el disolvente se sublima y se convierte en gas.
Dado que la fase de una sustancia la determinan el calor y la presión, es la presión la que establece la temperatura a la que se produce la ebullición o la vaporización. Por lo tanto, reducir la presión mediante la aplicación de vacío puede causar la disminución del punto de ebullición del disolvente y dar lugar a una vaporización a temperaturas más bajas. Los sistemas de baja presión se utilizan habitualmente para las muestras sensibles al calor con el fin de disminuir el punto de ebullición para que la vaporización se produzca a una temperatura más baja y segura. Se puede aplicar un enfoque similar para los procesos de sublimación.
Efectos de la presión y la temperatura en el método de liofilización

Figura 2: Pasos de la liofilización
■ Presión
■ Producto
■ Almacenamiento
■ Condensador
Ⓐ Reducir la temperatura del producto y de almacenamiento para optimizar el proceso
Ⓑ Reducir la presión y aumentar la temperatura de almacenamiento facilitan la sublimación así como la desorción en el secado secundario
Ⓒ La temperatura del condensador de hielo determina la capacidad real del condensador para recoger vapores
Los parámetros cruciales para los equipos de liofilización son la presión y la temperatura. Un proceso típico de liofilización implica dos fases: la congelación y el secado primario. Para ciertas muestras puede ser necesario un secado secundario para eliminar las moléculas de disolvente fuertemente adheridas a la muestra y reducir aún más la humedad. Cada paso del proceso tiene unos requisitos específicos en términos de presión y temperatura en función de las características de la muestra.
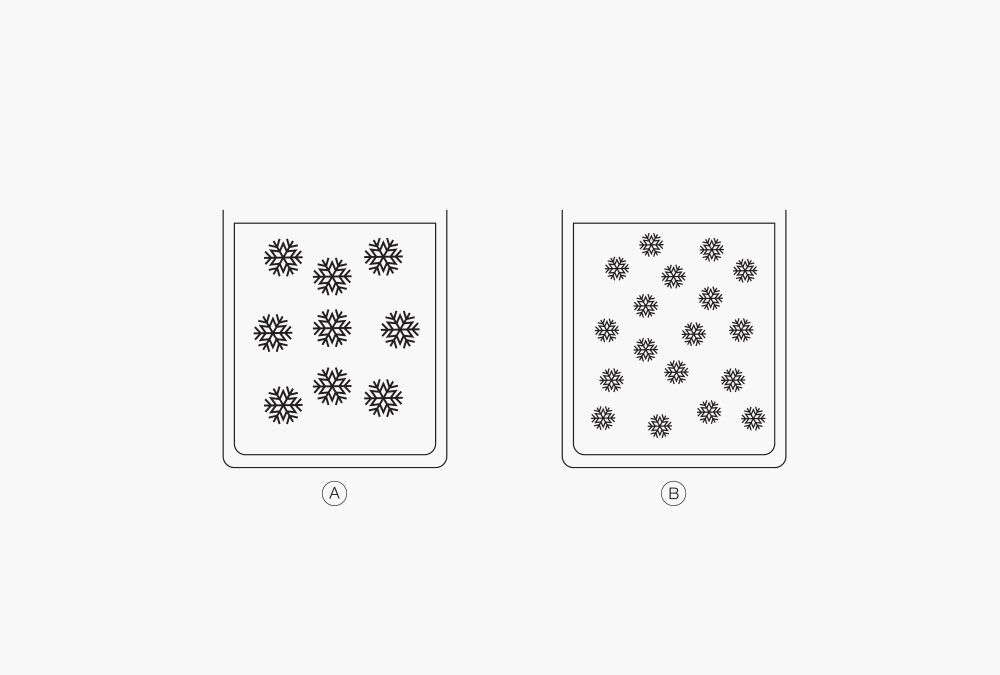
Figura 3: El tamaño del cristal de hielo varía en función de la velocidad de congelación.
Ⓐ Congelación lenta
Ⓑ Congelación rápida
La mayoría de los productos líquidos o formulaciones se congelan formando cristales de hielo. La forma y el tamaño de los cristales de hielo dependen de la velocidad de enfriamiento y definen la capacidad de liofilización; un enfriamiento rápido (nitrógeno líquido) produce cristales de hielo pequeños, mientras que un enfriamiento más lento (congelador) da lugar a cristales de hielo más grandes. En lo que respecta a la liofilización, los cristales de hielo pequeños son más difíciles de eliminar del producto que los grandes. Sin embargo, la temperatura de congelación de una formulación se define por sus características y composición.
Mezclas eutécticas y amorfas en el proceso de liofilización
Por lo general, las formulaciones pueden congelarse de dos maneras diferentes: mezclas eutécticas y mezclas amorfas.
Mezclas eutécticas
Las mezclas eutécticas contienen sustancias que se congelan a temperaturas más bajas que el agua que las rodea. Al enfriar una mezcla eutéctica, el agua es la primera en separarse de las sustancias y se congela hasta convertirse en hielo. Aunque puede parecer que la formulación ya esté congelada, las sustancias restantes en realidad siguen estando líquidas. Forman zonas concentradas que acaban congelándose a temperaturas inferiores al punto de congelación del agua.
La temperatura en la que todos los componentes de la mezcla están debidamente congelados se denomina temperatura eutéctica. Esta es la temperatura crítica de la formulación y la temperatura máxima que la formulación puede soportar durante el proceso de liofilización. Aplicar vacío a una mezcla eutéctica que no esté completamente congelada puede causar la destrucción del producto, ya que los componentes no congelados se expanden cuando se les aplica vacío.
Mezclas amorfas
La otra clase de mezclas son amorfas y forman estados vítreos cuando se congelan. Al disminuir la temperatura, la formulación se vuelve cada vez más viscosa y finalmente se congela hasta convertirse en un sólido vítreo en el punto de transición vítrea. En el caso de los productos amorfos, el punto crítico en términos de estabilidad se denomina temperatura de colapso. La temperatura de colapso suele ser ligeramente inferior al punto de transición vítrea. Los productos amorfos suelen ser muy difíciles de liofilizar con equipos de liofilización.
Secado primario durante el método de liofilización
La primera fase de secado (el secado primario) elimina la mayor parte del agua del producto por sublimación. La temperatura del producto está definida por la presión de la cámara de secado y se debe controlar cuidadosamente la entrada de calor. La temperatura ideal del producto es la más alta posible para maximizar la diferencia de presión de vapor entre la muestra y el condensador, aunque al mismo tiempo debe permanecer por debajo de la temperatura crítica del producto para conservar su naturaleza congelada. Por encima de esta temperatura, la estructura del producto se colapsa y puede encogerse o agrietarse.
Lo ideal es que la liofilización se realice a temperaturas justo por debajo de la temperatura crítica. El paso principal del proceso de liofilización se produce de la siguiente manera:
- La presión de la cámara de secado se reduce para activar el proceso de secado
- Las lecturas de presión y temperatura predominantes están ahora por debajo del punto triple
- Mediante el uso de bandejas calefactadas, la temperatura fijada se aproxima lentamente a una velocidad de calentamiento definida
- La sublimación crea vapor de agua en la cámara de secado
- Si no se elimina del sistema, el vapor de agua se equilibra y no se subliman más partículas de hielo
- Las partículas de vapor se eliminan mediante el condensador de hielo, un dispositivo de refrigeración que funciona a temperaturas muy inferiores a la temperatura crítica del producto
La velocidad de sublimación se define básicamente por la diferencia en las presiones del vapor; por un lado, la presión de vapor sobre el producto y, por otro, la presión de vapor sobre el condensador de hielo. Normalmente, cuanto mayor sea la diferencia, más rápida será la sublimación; cuanto más cerca esté del punto triple la temperatura del producto, mayor será la diferencia de presión.
La mayor parte del agua debe ser eliminada al final de la fase de secado primario con el equipo de liofilización. Ahora, el contenido de humedad residual del producto puede ser del 5 al 10 % debido al agua unida a la matriz. En esta fase, ya no debería haber hielo.
Secado secundario durante el proceso de liofilización
El paso de secado secundario elimina las moléculas de agua adsorbidas por desorción. Para conseguir las condiciones ideales para la desorción, se requiere una presión lo más baja posible, así como un aumento adicional de la temperatura de la bandeja. De nuevo, hay que tener en cuenta la estabilidad del producto a la hora de elegir la temperatura de la bandeja. El secado secundario suele realizarse durante periodos de tiempo más cortos. Al final del secado secundario, el contenido de humedad del producto debe estar en el intervalo de 1 – 5 %.
El proceso de liofilización en el sector farmacéutico
El proceso de liofilización suele ser la opción preferida para la conservación de una amplia gama de productos farmacéuticos, principalmente cuando la estabilidad en estado líquido no es adecuada, los requisitos de almacenamiento son demasiado rigurosos o cuando se requiere el producto en estado sólido. Es muy adecuada para las formulaciones que no requieren un procesamiento posterior después del secado, ya que pueden introducirse directamente en viales y sellarse durante el secado después del ciclo, a fin de evitar posibles contaminaciones.
| Ventajas de la liofilización | Limitaciones de la liofilización |
|---|---|
Bajas temperaturas de proceso | Requiere una gran inversión inicial en equipos de liofilización |
Alto rendimiento del producto | Tiempos de procesamiento prolongados |
Excelente uniformidad del producto | Posibilidades de escalado limitadas |
Alta calidad en términos de actividad, contenido de agua y estabilidad |
|
Un control preciso del proceso permite fabricar un producto de máxima calidad, ya que minimiza el riesgo de que se sobrepasen las propiedades intrínsecas de los productos, como el colapso, la fusión eutéctica o las temperaturas de transición vítrea.