Sprühtrocknung
Was ist Sprühtrocknung?
Seit den 1940er-Jahren ist die Sprühtrocknung eine zuverlässige und weit verbreitete Trocknungsmethode. Anwendungen finden sich in allen grösseren Industriebereichen – in der chemischen und pharmazeutischen Industrie, ebenso wie in der Biotech- und Lebensmittelindustrie. Milchpulver, Fertigsuppen, Pharmazeutika in festen Darreichungsformen, löslicher Kaffee, Reinigungsmittel und Farben sind nur einige wenige Beispiele für sprühgetrocknete Produkte auf dem Markt.
Die Sprühtrocknung ist eine elegante Methode, um Feststoffe aus wässrigen oder organischen Lösungen, Emulsionen und Suspensionen zu trocknen. Während des Prozesses wird eine zugeführte Probe in feine Tröpfchen zerstäubt und das organische Lösungsmittel bzw. Wasser in einem heissen Trocknungsgasstrom verdampft.
Vorteile der Sprühtrocknung
Die Sprühtrocknung kann als durchsatzstarkes Verfahren angesehen werden, da das Material hier im Vergleich zu anderen Trocknungsmethoden äusserst rasch getrocknet wird. Der Sprühprozess bietet den Vorteil einer Gewichts- und Volumenreduzierung des Ausgangsmaterials. Die Überführung eines flüssigen Produkts in ein trockenes Pulver erfolgt in einem Schritt, was die Methode im Hinblick auf Kosten, Hochskalierung und Prozessführung attraktiv macht. Das schonende Verfahren ist für ein breites Spektrum von Verbindungen geeignet, darunter temperatursensitive Verbindungen wie biologische Produkte, Arzneimittel oder Nährstoffe in Lebensmitteln. Eigenschaften und Qualität der Produkte lassen sich effektiv steuern, und es ist problemlos möglich, sphärische und relativ gleichförmige Partikel herzustellen. Das Pulver kann den Prozessvorgaben angepasst und beispielsweise zu Tabletten/Kapseln verarbeitet werden, ohne dass es gemörsert oder anderweitig sekundär behandelt werden muss. Ausserdem lassen sich die meisten temperaturempfindlichen Verbindungen wie Enzyme, Proteine, Antibiotika o. ä. ohne signifikanten Aktivitätsverlust sprühtrocknen. Die Sprühtrocknung ist auch ohne Verfahrensrisiken unter Schutzgas möglich, wenn dies zum Erhalt der Produkteigenschaften erforderlich ist oder es sich um die Verdampfung von organischen Lösungsmitteln handelt.
Verglichen mit anderen Trocknungsmethoden wie etwa der Gefriertrocknung, ist die Sprühtrocknung rascher und günstiger. Die Proben werden nicht im gefrorenen Zustand verarbeitet, was sich positiv auf den Energieverbrauch auswirkt. Aus der Forschung gibt es Berichte, welche sich mit dem Einsatz der Sprühtrocknung als mögliche Alternative zur Gefriertrocknung befassen.
Grenzen und Vorteile der Sprühtrocknung im Labormassstab
Trotz dieser zahlreichen Vorteile birgt die Anwendung dieser Technologie auch einige Herausforderungen. Aufgrund von Produktverlusten durch Ablagerungen an der Innenwand z. B. der Trocknungskammer sind Ausbeuten bei Prozessen im Labormassstab nicht immer optimal und liegen Berichten zufolge bei 20 bis 70 %. In grösseren Anlagen für die Industrieproduktion nimmt der Ertrag jedoch zu, da der Verlust einen kleineren Anteil des Produktionsvolumens ausmacht. Daher kommt es hauptsächlich während der Entwicklungsphase im Labor zu Einschränkungen im Ertrag, und er nimmt danach im Produktmassstab zu. Da Zweistoff-, Dreistoff- und Ultraschalldüsen verwendet werden müssen und es bei der Zyklontechnologie Einschränkungen gibt, wird die Produktion und Wiederherstellung von Mikropartikeln schwierig. Dieses Phänomen muss bei der Entwicklung von Wirkstoff-Transportsystemen wie etwa intravenös verabreichten Arzneimitteln berücksichtigt werden. Die Sprühtrocknung im Labormassstab ist auch auf die Erzeugung von Partikeln in einem Grössenbereich von über 50 μm beschränkt – ähnlich den im grossen Massstab produzierten. Dies muss bei Screeningverfahren im Labormassstab berücksichtigt werden, da ansonsten bei einer späteren Hochskalierung, wenn das Löslichkeitsverhalten von Partikeln und Pulvern zu einem wichtigen Aspekt wird, Probleme auftreten könnten. Positiv ist dagegen, dass die Sprühtrocknung im Labormassstab es ermöglicht, kleine Proben in kurzer Zeit zu handhaben. Die Reinigung zwischen den Läufen erfordert deutlich weniger Zeit als bei Geräten im Industrie- oder Pilotmassstab. Somit können im gleichen Zeitraum mehr Experimente durchgeführt werden, wodurch die Formulierung und die verwendeten Parameter optimiert werden. Ausserdem ist die Verfügbarkeit einer Probe unter Umständen begrenzt, und es ist ein klarer Vorteil, wenn weniger davon für ein Experiment benötigt wird. Da Sprühtrockner im Labormassstab aus Glas bestehen, kann der Trocknungsprozess der Probe beobachtet und gegebenenfalls optimiert werden.
Sprühtrocknung in verschiedenen Branchen
Im Laufe der vergangenen Jahre hat die Sprühtrocknung als Methode zur Herstellung von trockenen Pulvern an Bedeutung gewonnen, da sie ein kontinuierliches, schonendes und skalierbares Verfahren mit nur einem Prozessschritt ist. Sie wird in der Lebensmittel-, Chemie- und Pharmaindustrie (Tabelle 1) erfolgreich in Produktion und Forschung eingesetzt.
Tabelle 1: Anwendungsbereiche der Sprühtrocknung
| Nahrungsmittel -Anwendungen | Chemie | Pharmaindustrie |
|---|---|---|
Milchpulver, Eier, Kaffee | Keramische Materialien, Nanomaterial, Batterien und Materialwissenschaft | Pulmonale Zuführung, Granulation, Verkapselung |
Babynahrung | Reinigungsmittel, Seifen … | Biopharmazeutische Produkte wie Enzyme, Hormone, Aminosäuren, Peptide und Proteine |
Tierfutter | Pestizide, Herbizide, Fungizide, Insektizide, Düngemittel … | Antibiotika, Impfstoffe, Vitamine, Hefe |
Verkapselung von Aromastoffen | Pigmente, Farben und Farbstoffe |
|
Bioaktive Verbindungen, Neutrazeutika | Kosmetika |
|
Sprühtrocknungsprozess in der Lebensmittelindustrie
In der Lebensmitteltechnologie werden Produkte wie Kaffee, getrocknete Eier, Milchpulver, Tierfutter, Kuchenmischungen, Säuglingsnahrung, Stärkederivate, Nahrungsfette oder Hefen gewöhnlich mittels Sprühtrocknung hergestellt. Das Verfahren liefert Produkte mit guten Löslichkeitsverhalten, begrenzt Aromaverluste auf ein Minimum, ermöglicht die Verarbeitung von temperatursensitiven Lebensmitteln, deren Nährwert weitgehend erhalten bleibt, und hat ein wirtschaftliches Potenzial für das Hochskalieren.
Sprühtrocknungsprozess in der chemischen Industrie
In der chemischen Industrie werden Produkte wie Kosmetika, Reinigungsmittel, Pestizide, Herbizide, Pigmente und Farbstoffe oder keramische Materialien in der Regel durch Sprühtrocknung getrocknet. Liegen Farbstoffe mit kleinen Partikelgrössen vor, ermöglicht dies eine homogene und anwenderfreundlichere Dispersion der Farbe. Ausserdem kann eine Granulation mittels Sprühtrocknung die Fliessfähigkeit und die Verteilung von Molekülen und Partikeln im Endprodukt verbessern. In der Materialwissenschaft wird die Sprühtrocknung hauptsächlich eingesetzt, um Nanopartikel in Partikel im Submikron- bis Mikrometerbereich zu überführen und so rieselfähige Pulver zu erhalten. Diese Pulver werden dann für die Herstellung von Batterien oder biokeramischen Produkten oder in anspruchsvollen Anwendungen der Materialforschung eingesetzt.
Sprühgetrocknete Nanomaterialien (Nanopartikel, Nanosuspensionen) finden z. B. in folgenden Bereichen Anwendung:
- Beschichtungen von Turbinenmotoren, Automobilteilen, photokatalytischen und biologischen Implantaten (Titan-, Aluminium-, Zirkon-, Yttriumoxidbeschichtungen)
- Hochleistungskeramik basierend auf Metallcarbiden, Nitriden oder Boriden (z. B. neue supraleitende Keramikprodukte)
- Toner und Magnetbänder (z. B. Ferrite)
Sprühtrocknungsprozess in der pharmazeutischen Industrie
Zu den Anwendungen in der pharmazeutischen Industrie gehört die Sprühtrocknung von Hilfsstoffen oder reinen Arzneistoffen oder die Verkapselung von Arzneimitteln. Die Sprühtrocknung findet breite Anwendung in der Herstellung von Produkten mit definierten physikalischen und chemischen Eigenschaften zur kontrollierten Wirkstofffreisetzung oder zur Verbesserung der Löslichkeit von schlecht wasserlöslichen Arzneimitteln wie Carbamazepin, Ibuprofen oder Ketoprofen.
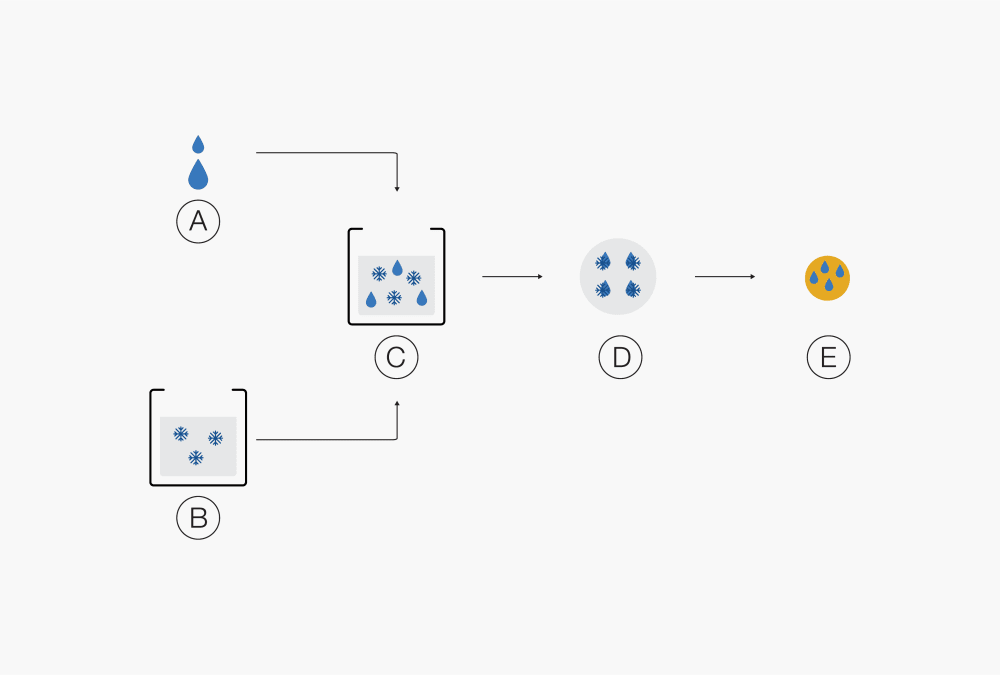
Anwendungen des Sprühtrocknungsprozesses
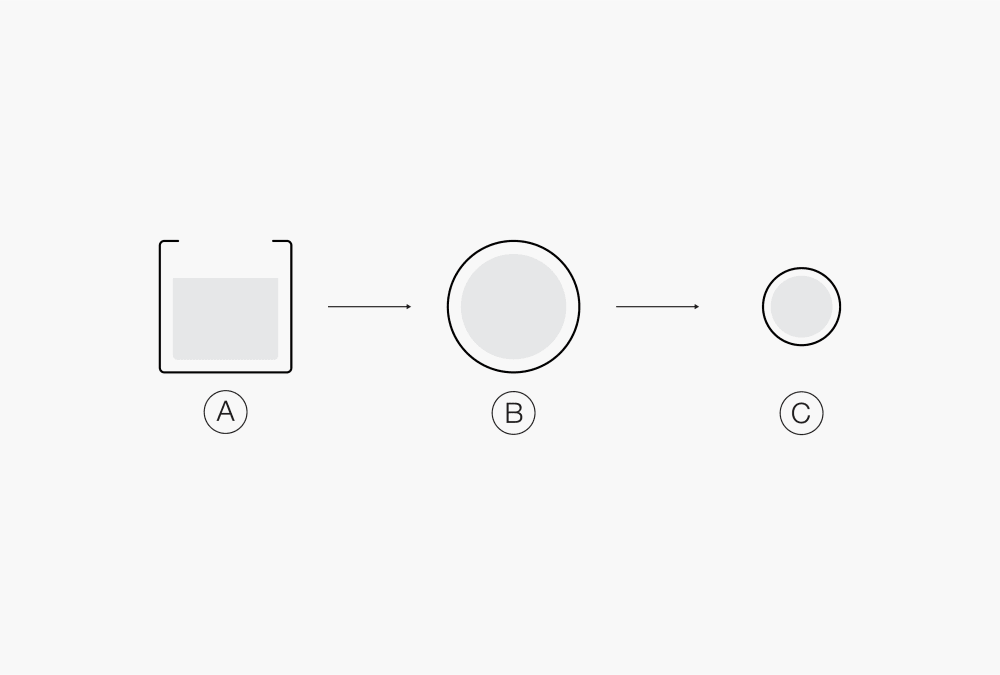
Ⓐ Flüssiges Produkt
Ⓑ Tröpfchen
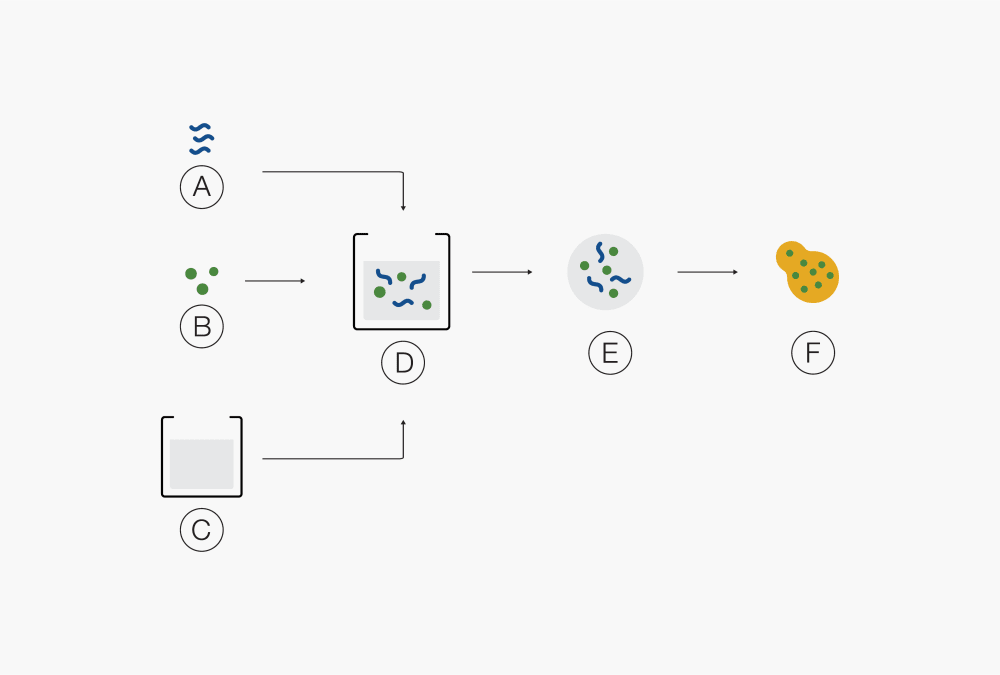
Ⓒ Feste PartikelⒶ Polymer Ⓓ Lösung von Arzneimittel und Polymer in Lösungsmittel B
Ⓑ Arzneimittel Ⓔ Tröpfchen
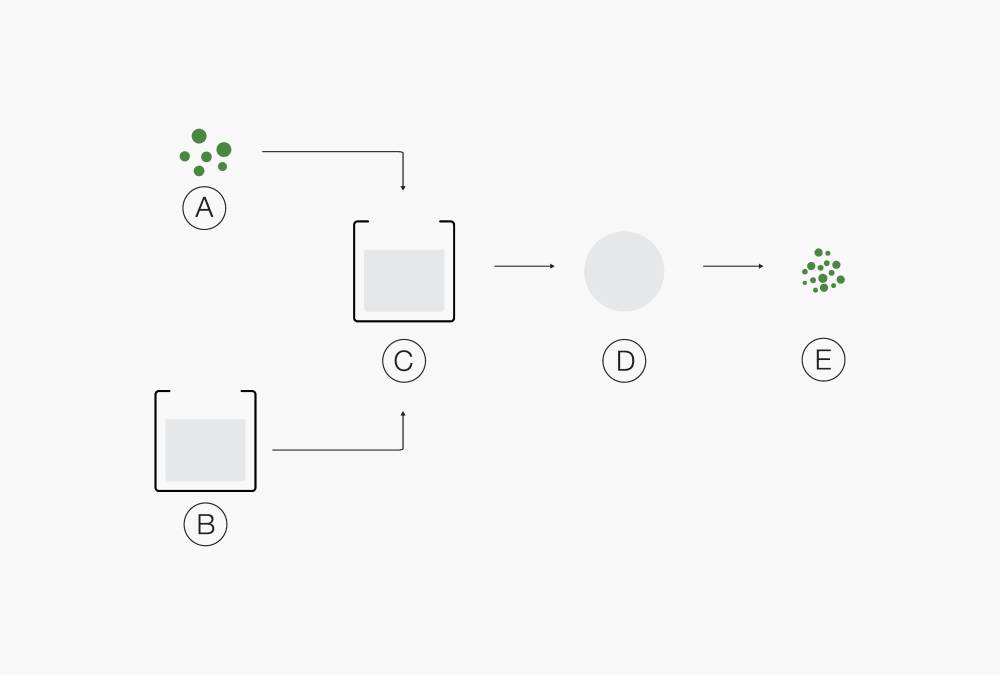
Ⓒ Lösungsmittel Ⓕ Molekulare Mischung von Wirkstoff und Polymer(en)Ⓐ Festes Produkt Ⓓ Tröpfchen
Ⓑ Lösungsmittel Ⓔ Feste Partikel
Ⓒ Lösung des festen Produkts,
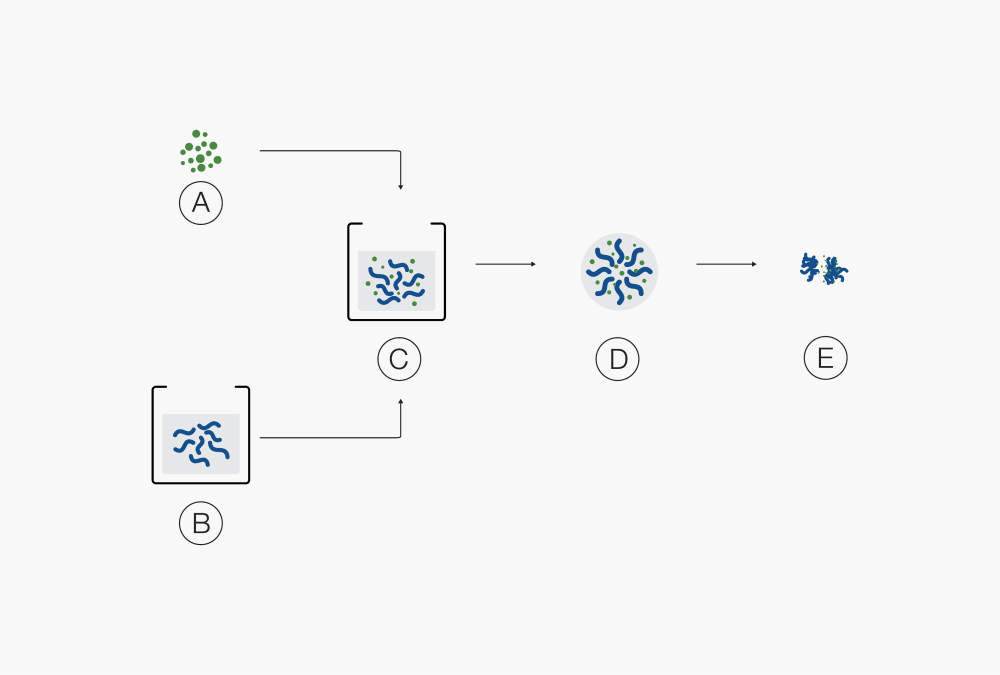
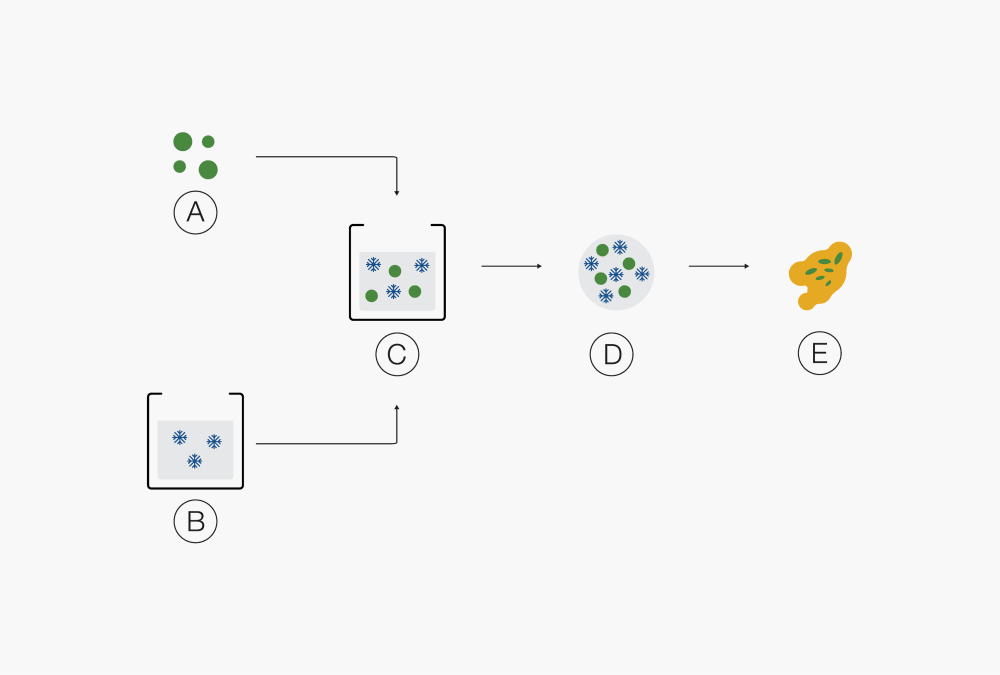
aufgelöst im LösungsmittelⒶ Feste Produkte Ⓓ Tröpfchen
Ⓑ Bindemittel aufgelöst in Lösungsmittel Ⓔ Agglomerat von festen Partikeln
Ⓒ Suspension fester Partikel
in BindemittellösungⒶ Flüssiges Produkt Ⓒ Emulsion
Ⓑ Lösung von Träger Ⓓ Tröpfchen
und Filmogen Ⓔ Feste Partikel
Ⓐ Feste Produkte Ⓓ Tröpfchen
Ⓑ Lösung von Träger und Filmogen Ⓔ Feste Partikel
Ⓒ Dispersion
Auch wenn viele Methoden entwickelt wurden, ist die Sprühtrocknung eine der gebräuchlichsten für die Gewinnung granulierter Substanzen, da sie viele Vorteile vereint: Der Prozess verläuft in einem Schritt unter schonenden Verfahrensbedingungen und ist gut skalierbar. Im Allgemeinen können die Anwendungen der Sprühtrocknung mehreren Bereichen zugeordnet werden, wie oben gezeigt. Es handelt sich unter anderem um Trocknung, Strukturveränderung, Verkapselung oder die Dispersion amorpher Feststoffe.
Wie funktioniert Sprühtrocknung?
Bei der Sprühtrocknung wird ein Ausgangsstoff in einem Lösungsmittel oder in der Lösung eines Trägermaterials gelöst, emulgiert oder dispergiert. Das Material wird dann zerstäubt und in die Trocknungskammer gesprüht, in welcher ein heisser Trocknungsgasstrom die Verdampfung des Lösungsmittels begünstigt. Der resultierende Feststoff wird im weiteren Prozessverlauf durch Zentrifugalkräfte im Zyklon vom Trocknungsgas separiert und aufgefangen.
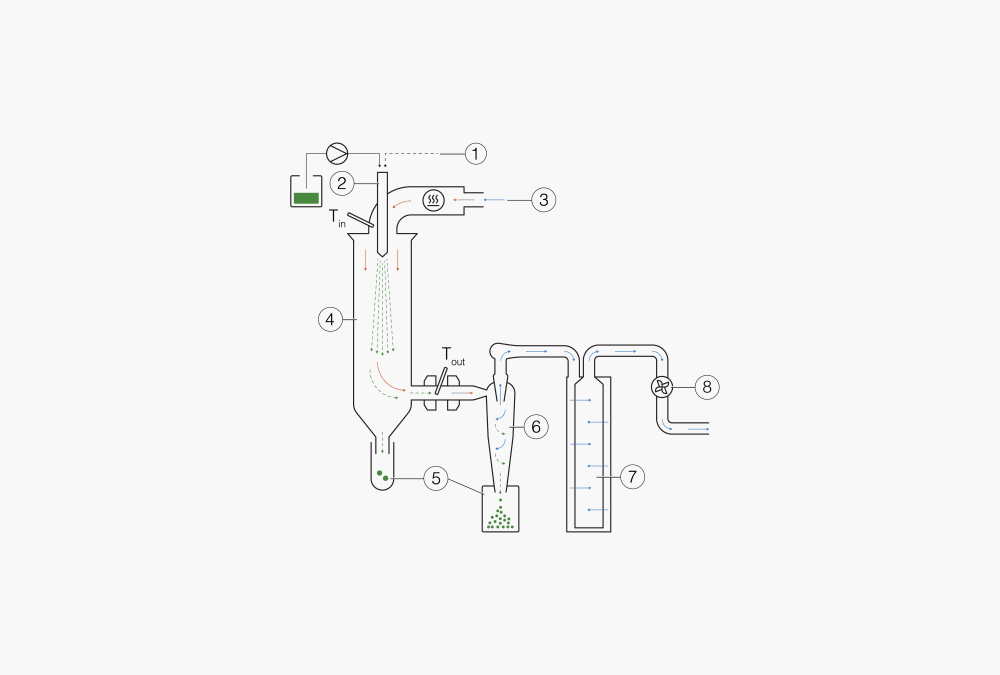
Abbildung 2: Funktionsprinzip eines herkömmlichen Sprühtrockners
① + ② Tröpfchenbildung: Zweistoffdüse für den S-300
③ Heizen: Erhitzen der Zuluft auf die gewünschte Temperatur (max. 250 °C)
④ Trocknungskammer: Konduktiver Wärmeaustausch zwischen Trocknungsgas und Probentröpfchen.
⑤ Partikelsammlung an zwei möglichen Stellen
⑥ Partikelsammlung: Zyklontechnologie
⑦ Auslassfilter: Sammlung von Feinstpartikeln zum Schutz des Benutzers und der Umwelt.
⑧ Trocknungsgas: Zugeführt durch Aspirator
Partikelformen und -strukturen
Wie in Abbildung 3 gezeigt, liefert die Sprühtrocknung verschiedene Arten von Partikeln. Ihre Morphologie umfasst dichte, hohle sowie poröse oder verkapselte Strukturen mit sphärischer, faltiger, geschrumpft-kollabierter oder cenosphärischer (Donut-ähnlicher) Form.
Allgemein gilt die Regel, dass eine langsame Trocknung dichtere Partikel ergibt, während eine rasche Trocknung zur Bildung von hohlen Partikeln führt.
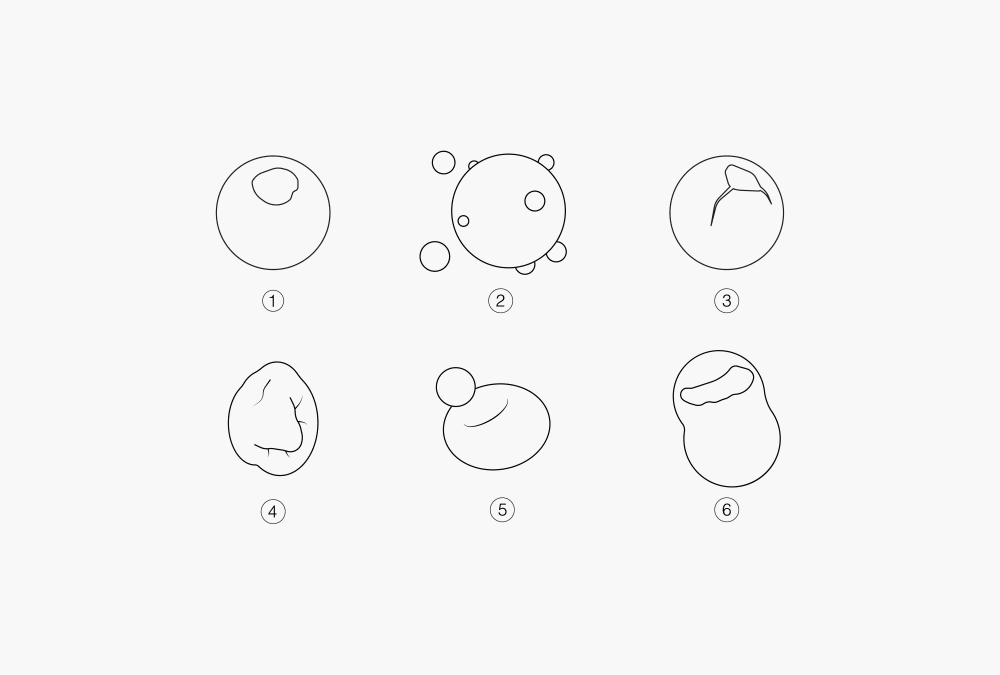
Abbildung 3: Durch Sprühtrocknung hergestellte Partikelformen und -strukturen
① Feste Partikel ② Satelliten ③ Hohler Partikel ④ Geschrumpfter Partikel ⑤ Cenosphäre ⑥ Zerfallener Partikel
Optimierung des Sprühtrocknungsprozesses
Die mit der Methode der Sprühtrocknung erzielten Ergebnisse hängen stark von den Materialeigenschaften, der eingesetzten Hardware und der Korrelation der Prozessparameter ab. Diese Faktoren haben im Hinblick auf Morphologie, Restfeuchtegehalt und durchschnittliche Partikelgrösse Einfluss auf die Eigenschaften des Produktes. Die Optimierung des Prozesses erfolgt in der Regel durch «Versuch und Irrtum»; ein Grundverständnis des zugrundeliegenden Prozesses steigert den effizienten Einsatz eines Sprühtrockners jedoch enorm.

Abbildung 4: Diese Tabelle stellt die Abhängigkeit von Ausgabeparametern (vertikale Achse) dar, wenn einer der Eingabeparameter (horizontale Achse) vergrössert wird. Die Grösse der Abbildung zeigt die Auswirkung der Veränderung, der Pfeil gibt die Richtung an.
Allgemeine Leitlinien für die Optimierung der Sprühtrocknung, Mikroverkapselung:
Die Peristaltikpumpe fördert das Ausgangsmaterial zur Düse. Die Pumprate hat Einfluss auf die Differenz zwischen Einlass- und Auslasstemperatur und die Partikelgrösse des Produkts:
- Eine höhere Durchflussrate des Sprühgases liefert kleinere Tröpfchen und in Konsequenz kleinere Trockenpartikel.
- Eine Erhöhung der Feststoffkonzentration in der Zufuhr hat grössere und porösere Trockenpartikel zur Folge, wobei die maximale Konzentration stark von der jeweiligen Anwendung abhängt.
Eine Erhöhung der Förderrate bei konstantem Durchsatz des Zerstäubungsgases führt zu einer Vergrösserung der Tröpfchengrösse.
Je höher der Durchsatz, desto mehr Energie ist für die Verdampfung der Tröpfchen in feste Partikel nötig. Daher nimmt unter ansonsten identischen Bedingungen die Auslasstemperatur ab. Wenn die Förderrate zu hoch ist, entstehen feuchte und klebrige Partikel, die an der Innenwand der Sprühkammer anhaften. Eine Erhöhung der Förderrate verringert die Auslasstemperatur und erhöht die Differenz zwischen Ein- und Auslasstemperatur.
Eine Reduzierung der Pumprate bei gleichbleibender Einlasstemperatur und Aspiratorleistung führt zu einem geringeren Restfeuchtegehalt im Produkt.
- Die Einlasstemperatur ist die Temperatur des erhitzten Trocknungsgases. Eine höhere Einlasstemperatur ist vorteilhaft, wenn ein höherer Durchsatz erzielt werden soll; niedrigere Einlasstemperaturen fördern jedoch tendenziell den Erhalt der Aktivität der getrockneten Verbindung.
- Die Auslasstemperatur hängt von der Wärme- und Massebilanz im Trocknungszylinder ab und kann nicht reguliert werden. Sie wird von den folgenden Parametern beeinflusst: Einlasstemperatur, Durchflussmenge/Drehzahl des Aspirators, Förderrate, Konzentration des zu versprühenden Materials.
- Die höhere Aspiratorrate erhöht den Grad der Separation im Zyklon. Bei einer niedrigeren Aspiratorrate ist der Gehalt an Restfeuchte geringer.
- Die Verweilzeit ist wichtig im Hinblick auf eine vollständige Trocknung der Tröpfchen und für eine Kontrolle der Partikeltemperatur, um Aromaverluste oder die thermische Zersetzung temperatursensitiver Verbindungen zu minimieren. Die typische Verweildauer in einem Laborsprühtrockner beträgt 0.20 – 0.35 s.
- Die Glasübergangstemperatur Tg ist die Temperatur, oberhalb welcher die Struktur der Matrix von einem festen Glaszustand in einen gummiartigen, zähflüssigen Zustand übergeht. Dies geht oftmals mit Anhaftungen des Produkts an den Glasinnenwänden einher. Die kritische Temperatur Tg ist probenspezifisch. So senkt Wasser bekanntlich Tg beträchtlich, während Verbindungen mit hohem Molekulargewicht wie etwa Maltodextrin geeignet sind, um Tg der Probe zu höheren Werten zu verschieben. Um ein Verkleben des Produkts mitsamt den einhergehenden Problemen zu vermeiden, sollte die kritische Temperatur Tg während des Prozesses nicht überschritten werden.